


CNC ENGRAVINGS ON IRREGULAR SURFACES WITH FLATNESS CORRECTION
When engraving, marking or milling with a CNC machine the difference in the planarity of the surface you are machining can present problems, especially when you have to work with a cutting depth of only a few millimeters or even less.
To maintain a consistent depth of cut in a surface that’s not completely flat is a nightmare. You could have areas with visible engravings and other areas without any because the cutting tool did not make contact with all of the material.
Situations like these are frequent in all sectors, and with any material, but it is certainly a recurring issue in the processing of stone because a slab of marble or granite, even if it has been milled level, is anything but perfectly regular. A marble slab between one point and another may have differences in thickness of a few millimeters, which can be significant when making engravings in the italic font as there are points where the cutting depth is really minimal and can be missed.
Automatic Flatness Correction

An elegant solution to this problem is Automatic Flatness Correction, which involves these two simple steps:
-
Flatness Acquisition: a scan of the surface to be machined by means of a Touch Probe for CNC machines.
-
Z-Correction Enabling: to automatically correct, via software, the height values in Z to ensure a regular engraving depth across an irregular surface.
The Automatic Correction of Flatness is a feature that must be implemented at the software level by Numerical Control. Obviously, this feature is not available on all CNC machines but because it’s really useful for stoneworking we have developed a solution for it. This is included as an option in our CNC Routers for marble working – for a small additional price.
The Flatness Acquisition is nothing more than a scan of the workpiece using the touch probe to map the material’s surface.

This flatness measurement can be implemented in various ways. The strategy we have chosen is to use the Flatness Acquisition in Selected Areas. This allows you to define areas you scan, even those that are far away from each other, which avoids mapping the entire slab. This saves you time when the writing or engraving is made only on a small portion of the material’s surface.
Let’s see in detail how this works.
Flatness Acquisition and surface mapping phase
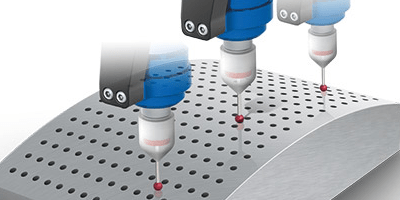
A flatness correction algorithm is made of two main phases. The first one is the Flatness Acquisition to map the surface by a touch probe installed in the spindle.
The numerical control executes a path on the workpiece surface and through the probe acquires the points and then stores the value of the Z-axis coordinate at the exact point where the probe touches the material.
Below you can see an example of the route taken to acquire the points in a given area. In this way, the control has created a map of points that will be used during the engraving phase to compensate for the irregularities of the slab’s thickness.

Compensation phase and calculation of the Z value
During the processing, the control uses the acquired points map to calculate the value of Z that is necessary to compensate for the difference in the planarity of the surface. The calculation is based on a weighted average formula in which the four closest points that have been acquired are considered and calculated.
We have drawn this example in the following image, which represents a processing point within a hypothetical square that has points 1 – 2 – 11 and 12 as vertices.
During the machining, the numerical control automatically executes the calculation, which results in the compensation value of the Z-axis coordinate point by point.
The Weighted Average in our case requires that the calculated value depend on the distance of the processing point from the four acquired points representing the vertices of the square around the machining point. In particular, Point 2 will be the one that will have the biggest weight in the calculation because it is the closest, followed by Point 1, then Point 11 and finally Point 12.

Implementation of the Flatness Correction by Areas

In our CNC machines, we have installed an advanced version of Flatness Correction using an algorithm by areas.
The Flatness Correction by Areas feature allows you to define up to ten separate scanning areas within a single workpiece. This avoids having to scan the entire piece. The feature is indispensable when processing very large slabs.
The panel of the Flatness Correction feature in our CNC machines:
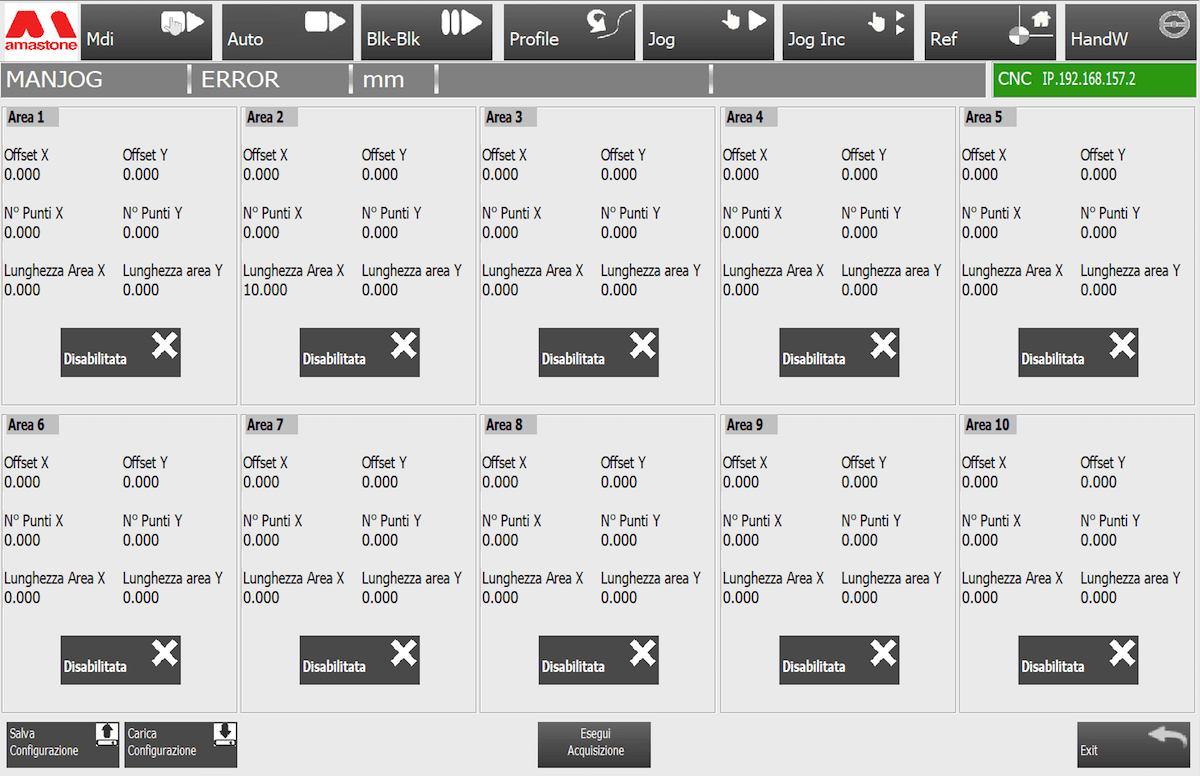
Flatness Correction Panel In Amastone Cnc Machine For Marble
For each area these are the scan parameters that can be defined:
• X Offset: coordinate of the X-axis at the beginning of the scanning area
• Y Offset: coordinate of the Y-axis at the beginning of the scanning area
• X area length: length in millimeters of the area to be scanned along the X axis
• Y area length: length in millimeters of the area to be scanned along the Y axis
- Number of points X: number of points to be acquired along the X axis
- Number of points Y: number of points to be acquired along the Y axis
Once these parameters have been set, the control will automatically calculate the distance between one point and the next. The different areas can then be activated and deactivated independently.
After scanning the first active area, the control automatically switches to the next one, moving to the X-Offset / Y-Offset point. Given the large number of parameters, you are able to save the configuration of these areas to be imported at a later date.

Conclusion
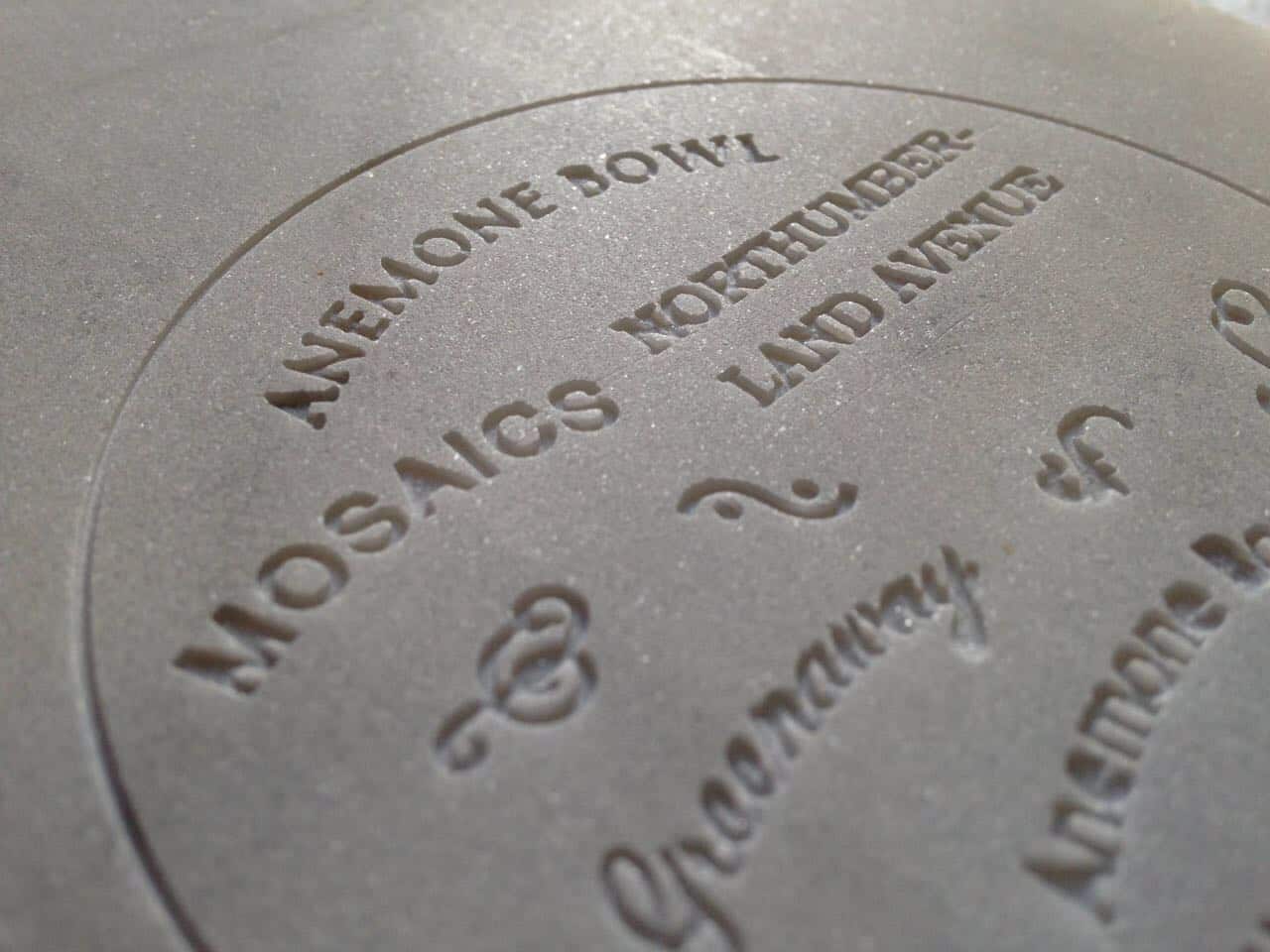
Engravings In Marble
In CNC machining, having a function to compensate for irregularities in a material’s surface is essential. Whether it be a slab of wood, marble or any other material their surfaces are never perfectly flat and these irregularities can undermine your final work when you need to make engravings and writings that are not cut deep into the surface.
To solve this problem some CNC machines provide the functionality of Flatness Correction that allows the automatic modification of the coordinates of the Z height during processing. In this way, it is possible to compensate for the irregularities of the material and therefore to obtain incisions at regular depth throughout the workpiece.
The implementation of Flatness Correction involves the measurement of regular points across a given surface to be taken. This is done using a suitable touch probe.
The strategies of acquisition and compensation can be different. We have chosen Flatness Correction by areas because that allows the user to select up to ten specific work areas rather than scan the whole workpiece. This saves you time and increases your production efficiency. These can even be saved and used again at a later date.
We have chosen the weighted average formula to calculate the value in Z of the working point to increase the precision and mitigate the differences between one point and another.
In our experience, this strategy not only saves you time but also increases the quality of your products. If you’d like to discuss this further with a member of the Amastone team please do leave a comment in the message box below or give us a call.














 Diamond Blades
Diamond Blades Blade for power cutters, masonry saws and floor saws
Blade for power cutters, masonry saws and floor saws Polishing Machine Tools for Stone, Marble and Granite
Polishing Machine Tools for Stone, Marble and Granite Edge polishing abrasives
Edge polishing abrasives Edge polishing diamonds
Edge polishing diamonds Texture tooling
Texture tooling Adhesives and glue
Adhesives and glue Ceramic, Granite and Marble Drill Bits
Ceramic, Granite and Marble Drill Bits Diamond Cloths
Diamond Cloths Stone fabrication accessories
Stone fabrication accessories Stone Carving Tools for Sculpting Marble and Granite
Stone Carving Tools for Sculpting Marble and Granite Diamond Wires for Granite and Marble Quarries
Diamond Wires for Granite and Marble Quarries Portable Router Tools Handheld Bits
Portable Router Tools Handheld Bits Cemetery and Mausoleum Accessories
Cemetery and Mausoleum Accessories Measuring Tools
Measuring Tools Sink and Worktop Mounting Components
Sink and Worktop Mounting Components Tileable Stainless Steel Sinks
Tileable Stainless Steel Sinks Waste Kits
Waste Kits Basin Brackets
Basin Brackets Fixing Systems
Fixing Systems Tile cutters
Tile cutters Electric Tile Cutters
Electric Tile Cutters Large Slab Handling
Large Slab Handling Rail Tile Cutters
Rail Tile Cutters Vibrating Suction Cups
Vibrating Suction Cups Alignement Suction Cups
Alignement Suction Cups Tiling Accessories
Tiling Accessories Grouting Tools
Grouting Tools Mixers
Mixers Tileable Components
Tileable Components Worktables
Worktables Tile Levelling
Tile Levelling Montolit Spare Parts
Montolit Spare Parts CNC Glass Tools
CNC Glass Tools CNC Wood Tools
CNC Wood Tools CNC Vacuum Cups
CNC Vacuum Cups CNC Tool Holders
CNC Tool Holders CNC Tool Forks
CNC Tool Forks CNC Adapters and Tool Extensions
CNC Adapters and Tool Extensions CNC Sensors and Measuring Tools
CNC Sensors and Measuring Tools Positioning Alignment Lasers
Positioning Alignment Lasers Polishing Pads for Angle Grinder
Polishing Pads for Angle Grinder Sanding discs for angle grinders
Sanding discs for angle grinders Angle Grinder Cutting Blades
Angle Grinder Cutting Blades Diamond Core Drill Bits
Diamond Core Drill Bits Grinding Cup Wheels
Grinding Cup Wheels Diamond Profile Wheels
Diamond Profile Wheels Backing Pads
Backing Pads Grinder Dust Guards
Grinder Dust Guards Angle Grinder Accessories
Angle Grinder Accessories Material Handling
Material Handling Lifting Clamps
Lifting Clamps Manual Lifting Suction Cups
Manual Lifting Suction Cups Handling Equipment Parts
Handling Equipment Parts Manzelli Spare Parts
Manzelli Spare Parts Grabo Spare Parts
Grabo Spare Parts Power Tools
Power Tools Grinders
Grinders Rotary Multi Tools
Rotary Multi Tools Power Drills
Power Drills Multi Tools Accessories
Multi Tools Accessories Power Tool Cases
Power Tool Cases Masonry Equipment and Machines
Masonry Equipment and Machines Machinery
Machinery Vacuum cleaners
Vacuum cleaners Electrical Spare Parts
Electrical Spare Parts Water Cooling Pipes
Water Cooling Pipes Personal Protective Equipment
Personal Protective Equipment Packaging
Packaging Floor Pads
Floor Pads Floor Brushes
Floor Brushes Polishing Powder
Polishing Powder Floor Diamond Resin Tools
Floor Diamond Resin Tools Floor Machines
Floor Machines Floor Machine Accessories Spare Parts
Floor Machine Accessories Spare Parts
Hello,
is it possible to use that feature on very small objects like jewelry
thank you
Hello, for jewelry i think it’s not suitable
To reduce the time involved in the engraving process for a lettered plaque, why not trace only the path of the cutter, not scan the general area?.