


The right way to use electroplated CNC tools with marble

Electroplated tools are of fundamental importance for any CNC machinist who wants to work on marble or stone. These tools consist of a steel core covered with abrasive diamond grains bonded to the metal surface via the electroplating process.
The most popular electroplated tools are: 10mm shank flat head finger bits, 10mm shank round head finger bits, stubbing wheels.
Electroplated tools for marble
Diverse methods exist to work marble or stone using electroplated tools but in all cases, the tool’s useful life and performance must be considered. An improperly used tool may result in wasted time and money. The steel core of the electroplated tool can be used only for as long as it is covered with abrasive diamonds.

Amastone Online -Electroplated Cnc Tools
Electroplated tools are often misused
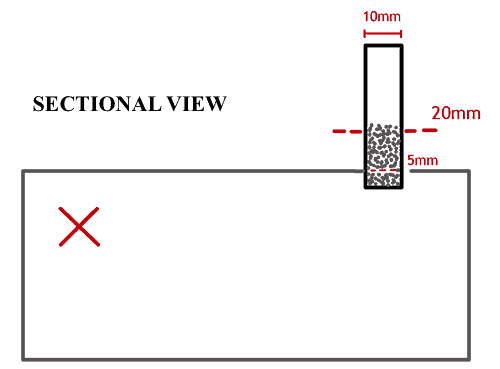
Marble machinists often misuse tools. One common error consists of only partially using the tool. For example, a marble worker might make a cut using just the bottom 4 or 5 mm of a tool with a 20-mm cutting surface. Why might he do this? Out fear of breaking the tool shaft or overstaining the machine. This will result in the bottom of the tool wearing down while the top of the bit is still unused. What a waste! This is certainly not the best approach!
What is the right way to use diamond tools?
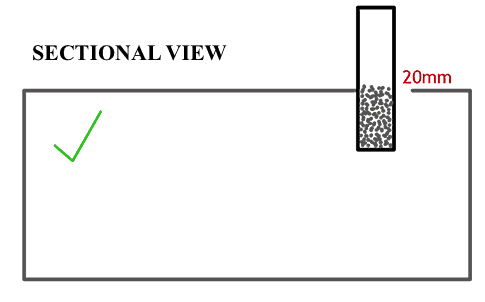
The basic rule to properly use an electroplated diamond tool is to use the entire available height of the cutting surface. This will ensure it wears out evenly.
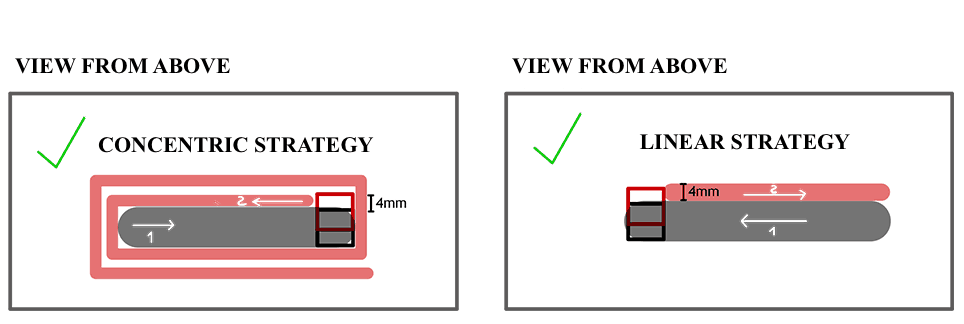
If a given CNC machine has insufficient power, (perhaps due to an overstrained electrospindle or a weak machine structure), one solution is to cut with just a portion of the tool diameter but employing the entire height of the cutting surface. In this case, the width of cut must be smaller than the tool diameter. For example, using an X-Y step equal to 20% of the tool diameter. This will lower the stress on the electrospindle and the entire machine, in general. More importantly, the tool will be consumed evenly, increasing yield considerably in terms of linear meters that can be worked.
The first drawing below illustrates how NOT to use electroplated diamond tools whereas the second drawing shows the correct use, employing the diamond tool’s full cutting height and cutting deep into the material.
Solution by changing the feed rate and the pitch
Generally, whether working with a linear or spiral roughing strategy, the width of the first tool path generated by the CAD / CAM software will correspond to the entire tool diameter, and after that, the tool paths generated will be offset by the selected step. This means you will need to manually lower the feed rate for the first pass and raise back 100% for the second and subsequent passes.
Manually varying the feed speed based on the width of cut is an impractical solution for a piece that needs to be rough cut at several different points. But we have a solution to that problem too!
The Adaptive Feed solution in advanced CAD/CAM software
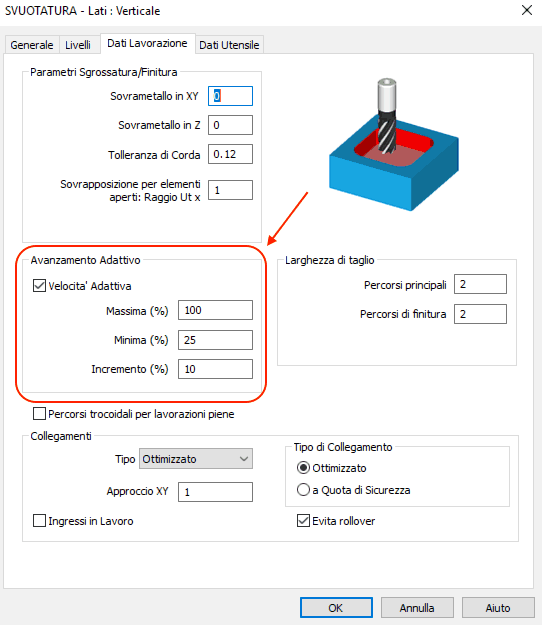
Advanced CAT/CAM software, such as Alphacam solves this problem automatically with its Adaptive Feed function (other CAD/CAM software packages have similar solutions for this problem). Using this function, you effectively tell the machine to work at a feed speed inversely proportional to the quantity of material to be removed.
Processing times can be halved with Adaptive Feed without overstraining the machine or compromising safety. This is because the feed speed will increases proportionally and automatically as the width of cut decreases with respect to the tool diameter and vice versa, the feed speed will decrease proportionally and automatically as the width cut of increases with respect to the tool diameter.
The image below shows a screenshot in the Italian version of Alphacam 2018 screenshot in which the adaptive speed parameters have been set. Of course, we offer the Alphacam software in English and all other available languages.














 Diamond Blades
Diamond Blades Blade for power cutters, masonry saws and floor saws
Blade for power cutters, masonry saws and floor saws Polishing Machine Tools for Stone, Marble and Granite
Polishing Machine Tools for Stone, Marble and Granite Edge polishing abrasives
Edge polishing abrasives Edge polishing diamonds
Edge polishing diamonds Texture tooling
Texture tooling Adhesives and glue
Adhesives and glue Ceramic, Granite and Marble Drill Bits
Ceramic, Granite and Marble Drill Bits Diamond Cloths
Diamond Cloths Stone fabrication accessories
Stone fabrication accessories Stone Carving Tools for Sculpting Marble and Granite
Stone Carving Tools for Sculpting Marble and Granite Diamond Wires for Granite and Marble Quarries
Diamond Wires for Granite and Marble Quarries Portable Router Tools Handheld Bits
Portable Router Tools Handheld Bits Cemetery and Mausoleum Accessories
Cemetery and Mausoleum Accessories Measuring Tools
Measuring Tools Sink and Worktop Mounting Components
Sink and Worktop Mounting Components Tileable Stainless Steel Sinks
Tileable Stainless Steel Sinks Waste Kits
Waste Kits Basin Brackets
Basin Brackets Fixing Systems
Fixing Systems Tile cutters
Tile cutters Electric Tile Cutters
Electric Tile Cutters Large Slab Handling
Large Slab Handling Rail Tile Cutters
Rail Tile Cutters Vibrating Suction Cups
Vibrating Suction Cups Alignement Suction Cups
Alignement Suction Cups Tiling Accessories
Tiling Accessories Grouting Tools
Grouting Tools Mixers
Mixers Tileable Components
Tileable Components Worktables
Worktables Tile Levelling
Tile Levelling Montolit Spare Parts
Montolit Spare Parts CNC Glass Tools
CNC Glass Tools CNC Wood Tools
CNC Wood Tools CNC Vacuum Cups
CNC Vacuum Cups CNC Tool Holders
CNC Tool Holders CNC Tool Forks
CNC Tool Forks CNC Adapters and Tool Extensions
CNC Adapters and Tool Extensions CNC Sensors and Measuring Tools
CNC Sensors and Measuring Tools Positioning Alignment Lasers
Positioning Alignment Lasers Polishing Pads for Angle Grinder
Polishing Pads for Angle Grinder Sanding discs for angle grinders
Sanding discs for angle grinders Angle Grinder Cutting Blades
Angle Grinder Cutting Blades Diamond Core Drill Bits
Diamond Core Drill Bits Grinding Cup Wheels
Grinding Cup Wheels Diamond Profile Wheels
Diamond Profile Wheels Backing Pads
Backing Pads Grinder Dust Guards
Grinder Dust Guards Angle Grinder Accessories
Angle Grinder Accessories Material Handling
Material Handling Lifting Clamps
Lifting Clamps Manual Lifting Suction Cups
Manual Lifting Suction Cups Handling Equipment Parts
Handling Equipment Parts Manzelli Spare Parts
Manzelli Spare Parts Grabo Spare Parts
Grabo Spare Parts Power Tools
Power Tools Grinders
Grinders Rotary Multi Tools
Rotary Multi Tools Power Drills
Power Drills Multi Tools Accessories
Multi Tools Accessories Power Tool Cases
Power Tool Cases Masonry Equipment and Machines
Masonry Equipment and Machines Machinery
Machinery Vacuum cleaners
Vacuum cleaners Electrical Spare Parts
Electrical Spare Parts Water Cooling Pipes
Water Cooling Pipes Personal Protective Equipment
Personal Protective Equipment Packaging
Packaging Floor Pads
Floor Pads Floor Brushes
Floor Brushes Polishing Powder
Polishing Powder Floor Diamond Resin Tools
Floor Diamond Resin Tools Floor Machines
Floor Machines Floor Machine Accessories Spare Parts
Floor Machine Accessories Spare Parts