


Sintered, Electroplated, and Vacuum Brazed Tools. What’s the difference?

When we talk about types of diamond tools, such as sintered, electroplated or brazed, even the most experienced marble worker often have doubts about the differences and it is easy to confuse one type with another. In this article, we will see how to recognize them, what are the differences that characterize them, and when it is more efficient and convenient to use one type rather than another.

Sintered Tools
Sintered tools are made up of diamond sectors or segments composed of a mixture of industrial diamond**, which gives the tool its cutting ability, and metal powders that make up the binder. The diamond is immersed in the binder, which forms the casing. The diamond sector is created through a “hot pressing” process called sintering.
**What is industrial diamond?
There are two types of industrial diamond: natural industrial diamond and synthetic industrial diamond.
“Natural diamond” is a byproduct of diamond production for the jewelry industry. In this case, crystal powders are carefully selected for shape and grain size to take those suitable for cutting.
Synthetic diamond, on the other hand, is produced by sintering carbon with the addition of special catalysts. Often synthetic diamond is superior to natural diamond because it is produced by a controlled process and therefore the granules have the desired shape and diameter.
Sintered tools are ideal for cutting and shaping very hard materials such as natural granite and quartzite. One of their characteristics is that they lose the shape of the profile during use because they are consumed, in the sense that they shorten (or dig) at the point of cutting contact.
The sintered tool stops working when the sectors have been completely consumed.
Furthermore, since they are made up of segments, these tools cannot have all possible geometric shapes because there are physical limitations in the welding of the segments if the space is too small or the angle too tight.
If a sintered tool is not used correctly, it can “close up.” This means that it loses its cutting ability because the diamond immersed in the alloy cannot expose itself on the surface. This happens when the binder does not consume properly, giving space to the diamond. It is said then that the tool needs to be refreshed.
| SINTERED | |
|---|---|
| PROS | CONS |
| Ideal for hard materials (granite, quartz and natural quartzites) | Loss of profile shape |
| Ideal for both marble and granite diamond blade sectors | Low cut quality |
| Very aggressive and fast (high removal power) | Wet use |
| Excellent durability especially if used on soft materials | No small tools (generally > 5mm) |
| High RPM required | |
Examples of Sintered Tools:

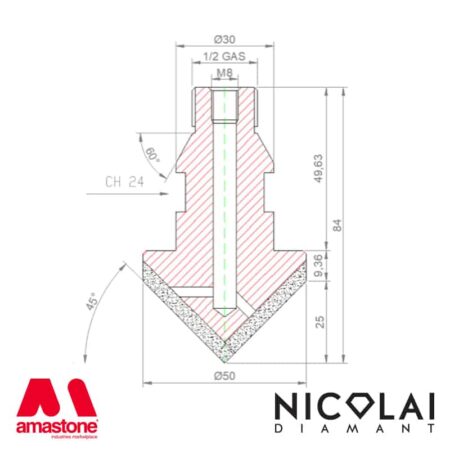
Yellow twin finger bit – Granite, Engineered Stone – Nicolai
Out of stock
Original price was: 110,00 €.104,50 €Current price is: 104,50 €. Net of VAT
Electroplated Tools
Electroplated tools are made up of a layer of industrial diamond grains (super abrasive) electrochemically, galvanically anchored to a metal support by nickel. In an electroplated tool, the diamond is completely exposed, not immersed in an alloy as in the case of sintered tools.
For this reason, electroplated tools can have different shapes limited only by the physical possibility that the diamond grain can attach to the surface of the metal support. Therefore, different profiles are possible and it is possible to create smaller tools compared to sintered tools. However, it should also be noted that the electrodeposition process requires a larger area compared to brazing (which we will see later).
Electroplated tools are ideal for cutting and shaping materials such as marble and stones, which are softer than granite and quartzite. They do not lose the shape of the profile during use, because there is no removal of material from the surface of the tool and the tool stops working only when the diamond has lost its cutting ability or has “burned out” (for example, it has been used at the wrong speed or without sufficient water for cooling).
| ELECTROPLATED | |
|---|---|
| PROS | CONS |
| Ideal for marble and natural stones | Not usable on hard materials such as granite and quartzite |
| Good cut quality | Wet usage |
| It is possible to create small tools with complex profiles | High RPM required |
| They do not lose their profile shape during use | |
Examples of Electroplated Tools:


Vacuum Brazed Tools
Vacuum Brazed tools are made up of a diamond surface anchored to steel through the fusion (in a Vacuum furnace) of a nickel-chromium compound. With the brazing system, the diamond is encapsulated by the nickel-chromium binder, creating a single body with the steel, unlike the galvanic system of electroplating, which instead holds it mechanically, and unlike sintering, which instead incorporates it into the binder.
Vacuum Brazed tools, therefore, have the diamond more exposed, and for this reason, they have better cooling and higher cutting speeds when compared to electroplated tools.
They are ideal for cutting and shaping materials such as marble, stone, basalt, slate, and even porcelain stoneware (not for ceramics). They can also work harder materials such as granite, but with a significantly shorter tool life compared to sintered tools. In granite processing, they are often used for cleaning a cutting section or hole after using a sintered tool.
Due to their production process, Vacuum brazed tools can have any profile and do not lose the shape of the profile during use. Brazing allows for complex and even smaller shaped tools compared to electroplated ones.
Vacuum Brazed tools can also be used both dry (for tools with M14 attachment) and wet (for all CNC tools).
Generally, they also have a significantly longer tool life compared to electroplated tools and can be used both at low speed (drills) and at a high number of revolutions (angle grinders).
| VACUUM BRAZED | |
|---|---|
| PROS | CONS |
| Universal, usable on a wide range of materials. Ideal for gres | Low cut quality on marbles high in calcium carbonate (such as Bianco Carrara) |
| They do not lose the shape of the profile | Fast consumption when used on hard and abrasive materials |
| Dry use | Low removal force |
| Use with low RPM | |
| It is possible to create small tools and complex profiles | |
Examples of Vacuum Brazed Tools:




Comparative Table
As mentioned above, each of the 3 technologies has its pros and cons, and the choice depends on more than one factor. In the following table, we can identify the main aspects to consider.
| DIAMOND | USE | LOSS OF SHAPE | MATERIAL | RPM |
|---|---|---|---|---|
| SINTERED | WET | YES | GRANITE QUARTZITE AGGLOMERATES CERAMIC |
HIGH |
| ELECTROPLATED | WET | NO | MARBLE SOFT STONES |
HIGH |
| VACUUM BRAZED | DRY | NO | UNIVERSAL MARBLE GRANITE CERAMIC |
HIGH/LOW |














 Diamond Blades
Diamond Blades Blade for power cutters, masonry saws and floor saws
Blade for power cutters, masonry saws and floor saws Polishing Machine Tools for Stone, Marble and Granite
Polishing Machine Tools for Stone, Marble and Granite Edge polishing abrasives
Edge polishing abrasives Edge polishing diamonds
Edge polishing diamonds Texture tooling
Texture tooling Adhesives and glue
Adhesives and glue Ceramic, Granite and Marble Drill Bits
Ceramic, Granite and Marble Drill Bits Diamond Cloths
Diamond Cloths Stone fabrication accessories
Stone fabrication accessories Stone Carving Tools for Sculpting Marble and Granite
Stone Carving Tools for Sculpting Marble and Granite Diamond Wires for Granite and Marble Quarries
Diamond Wires for Granite and Marble Quarries Portable Router Tools Handheld Bits
Portable Router Tools Handheld Bits Cemetery and Mausoleum Accessories
Cemetery and Mausoleum Accessories Measuring Tools
Measuring Tools Sink and Worktop Mounting Components
Sink and Worktop Mounting Components Tileable Stainless Steel Sinks
Tileable Stainless Steel Sinks Kitchen sinks
Kitchen sinks Waste Kits
Waste Kits Basin Brackets
Basin Brackets Fixing Systems
Fixing Systems Tile cutters
Tile cutters Electric Tile Cutters
Electric Tile Cutters Large Slab Handling
Large Slab Handling Rail Tile Cutters
Rail Tile Cutters Vibrating Suction Cups
Vibrating Suction Cups Alignement Suction Cups
Alignement Suction Cups Tiling Accessories
Tiling Accessories Grouting Tools
Grouting Tools Mixers
Mixers Tileable Components
Tileable Components Worktables
Worktables Tile Levelling
Tile Levelling Montolit Spare Parts
Montolit Spare Parts CNC Glass Tools
CNC Glass Tools CNC Wood Tools
CNC Wood Tools CNC Vacuum Cups
CNC Vacuum Cups CNC Tool Holders
CNC Tool Holders CNC Tool Forks
CNC Tool Forks CNC Adapters and Tool Extensions
CNC Adapters and Tool Extensions CNC Sensors and Measuring Tools
CNC Sensors and Measuring Tools Positioning Alignment Lasers
Positioning Alignment Lasers Polishing Pads for Angle Grinder
Polishing Pads for Angle Grinder Sanding discs for angle grinders
Sanding discs for angle grinders Angle Grinder Cutting Blades
Angle Grinder Cutting Blades Diamond Core Drill Bits
Diamond Core Drill Bits Grinding Cup Wheels
Grinding Cup Wheels Diamond Profile Wheels
Diamond Profile Wheels Backing Pads
Backing Pads Grinder Dust Guards
Grinder Dust Guards Angle Grinder Accessories
Angle Grinder Accessories Material Handling
Material Handling Lifting Clamps
Lifting Clamps Manual Lifting Suction Cups
Manual Lifting Suction Cups Handling Equipment Parts
Handling Equipment Parts Manzelli Spare Parts
Manzelli Spare Parts Grabo Spare Parts
Grabo Spare Parts Power Tools
Power Tools Grinders
Grinders Rotary Multi Tools
Rotary Multi Tools Power Drills
Power Drills Multi Tools Accessories
Multi Tools Accessories Power Tool Cases
Power Tool Cases Masonry Equipment and Machines
Masonry Equipment and Machines Machinery
Machinery Vacuum cleaners
Vacuum cleaners Electrical Spare Parts
Electrical Spare Parts Water Cooling Pipes
Water Cooling Pipes Personal Protective Equipment
Personal Protective Equipment Packaging
Packaging Floor Pads
Floor Pads Floor Brushes
Floor Brushes Polishing Powder
Polishing Powder Floor Diamond Resin Tools
Floor Diamond Resin Tools Floor Machines
Floor Machines Floor Machine Accessories Spare Parts
Floor Machine Accessories Spare Parts
Very good for understanding difference in between these three types tools.
Hope in future you will also share some other chapters for different products.
Hi, Can you tell me the best Drill Bit for Driiling Porcelain?
Thanks Gary
Hi gary,
drill bits to use with an angle grinder or with a cnc machine?
Which diameter?