


USING A TOUCH PROBE FOR 3D SCANNING: TIPS AND TRICKS
3D scanning is one of the most useful features of CNC machines in processing marble, granite and other materials in the stone industry.
Today almost all CNC software has a “scanning feature”; you can look for it on your own machine.
Scanning allows to acquire the 3D shape of a solid object (marble, granite, glass, wood, etc.) and to create an STL file that can be used for the reproduction of the acquired form with a CNC machine.
Scanning allows you to acquire a precise 3D shape of a solid object and create an STL (Stereo Lithography interface format) file, which can be used for reproducing the object using a CNC machine.
3D scanning can be done in two ways: by using a laser scanner or a Mechanical Touch Probe.
Laser scanning is faster than using a touch probe but it’s much more expensive. In our experience, mechanical probes give you the same performance as a laser scan, provided you use the touch probe correctly.
CNC touch probe device – amastone
How does a touch probe 3D scanner work?
Before using a touch probe to scan an object with a CNC machine, you have to set up some simple parameters:
- the diameter of the probe tip
- two adjacent points across a distance
- scanning direction (X or Y)
- scanning step between two scan lines
- zero axes coordinates (usually set at the lowest and left-most point, if the piece to scan is seen from above)
Once this is done, you are ready to start scanning. The machine will bring the probe into contact with the object, release the contact of the probe bringing up the Z axis, and then it will move along in the scanning direction and repeat this process. When this is completed, an STL file will be created by the software.
Usually, the machine controller allows you to stop scanning at any point and restart when you are ready. Obviously, if a scan is restarted, a second file will be created with new scan data.
These files can be joined together using specialist software – we recommend MeshLab. The process of merging files with MeshLab is very simple; import the two STL files and select the command “Flatten Visible Layers”. This will generate a new file that you can use.
It is important to use a high-quality, professional touch probe to ensure a successful scan. Cheap probes might clamp on contact, preventing you from restarting the scan. If this happens, it will be necessary to unlock the probe manually. This occurs mostly with the first few scans. The probe, therefore, needs a period of “running in”.
By manually unlocking the probe, the software may record this action as a scanning point. This “spare” point can be removed with the MeshLab software. Simply use the feature “Select faces in a Rectangular Region tool”, then select the point you want to delete and click “Filter > Selection > Delete Selected faces and vertices“. It’s that simple!
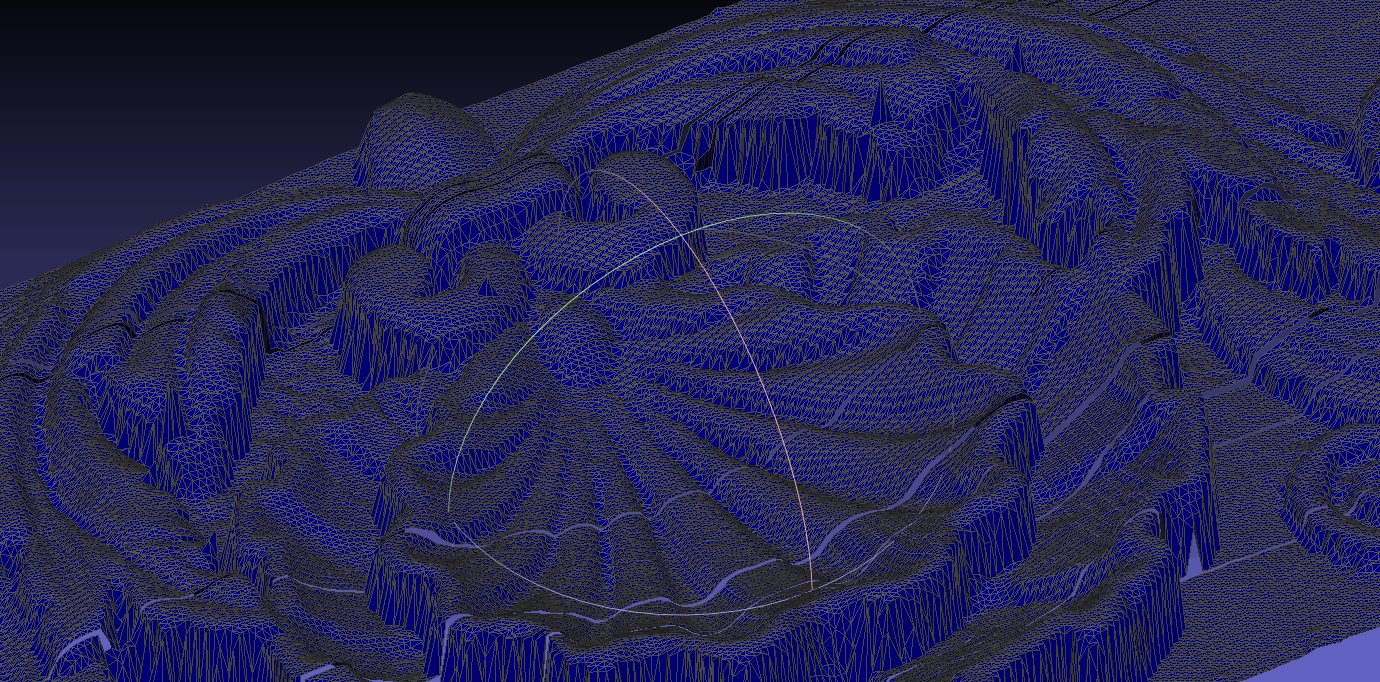
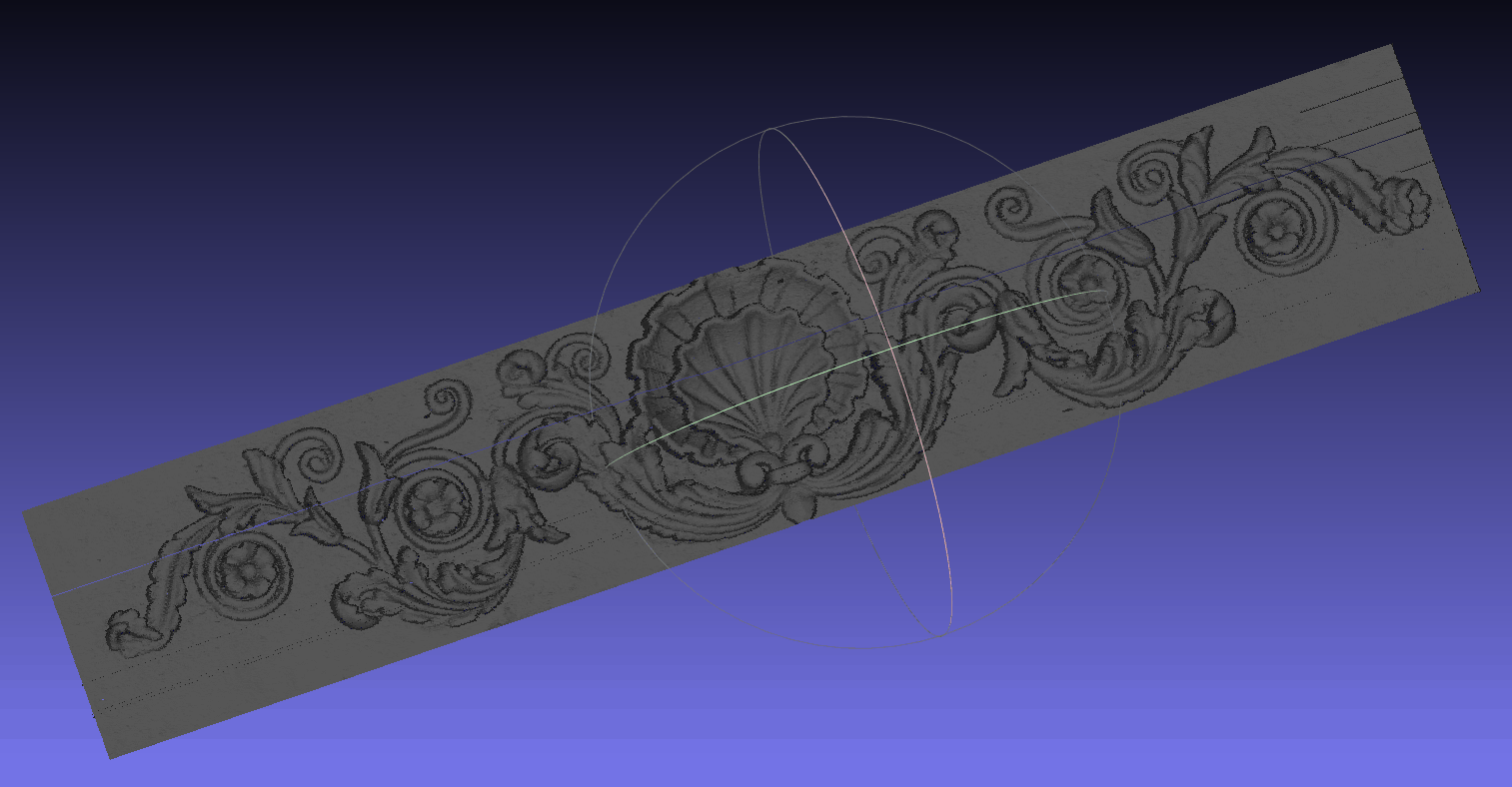
For example, we scanned a decorative stone lintel so that we could reproduce it in another block of stone. By using the touch probe technique we were able to create a perfect copy, even reproducing the imperfections of the original.
The dimensions were X: 1600 mm Y: 300 mm Z: 40 mm. The scan was performed with a tip diameter of 2 mm and, given the size, we did a scan with 1 mm distance between two points which provided 235,986 points.
The result was really good!
View the video and photos below to see how we did it.


















 Diamond Blades
Diamond Blades Blade for power cutters, masonry saws and floor saws
Blade for power cutters, masonry saws and floor saws Polishing Machine Tools for Stone, Marble and Granite
Polishing Machine Tools for Stone, Marble and Granite Edge polishing abrasives
Edge polishing abrasives Edge polishing diamonds
Edge polishing diamonds Texture tooling
Texture tooling Adhesives and glue
Adhesives and glue Ceramic, Granite and Marble Drill Bits
Ceramic, Granite and Marble Drill Bits Diamond Cloths
Diamond Cloths Stone fabrication accessories
Stone fabrication accessories Stone Carving Tools for Sculpting Marble and Granite
Stone Carving Tools for Sculpting Marble and Granite Diamond Wires for Granite and Marble Quarries
Diamond Wires for Granite and Marble Quarries Portable Router Tools Handheld Bits
Portable Router Tools Handheld Bits Cemetery and Mausoleum Accessories
Cemetery and Mausoleum Accessories Measuring Tools
Measuring Tools Sink and Worktop Mounting Components
Sink and Worktop Mounting Components Tileable Stainless Steel Sinks
Tileable Stainless Steel Sinks Waste Kits
Waste Kits Basin Brackets
Basin Brackets Fixing Systems
Fixing Systems Tile cutters
Tile cutters Electric Tile Cutters
Electric Tile Cutters Large Slab Handling
Large Slab Handling Rail Tile Cutters
Rail Tile Cutters Vibrating Suction Cups
Vibrating Suction Cups Alignement Suction Cups
Alignement Suction Cups Tiling Accessories
Tiling Accessories Grouting Tools
Grouting Tools Mixers
Mixers Tileable Components
Tileable Components Worktables
Worktables Tile Levelling
Tile Levelling Montolit Spare Parts
Montolit Spare Parts CNC Glass Tools
CNC Glass Tools CNC Wood Tools
CNC Wood Tools CNC Vacuum Cups
CNC Vacuum Cups CNC Tool Holders
CNC Tool Holders CNC Tool Forks
CNC Tool Forks CNC Adapters and Tool Extensions
CNC Adapters and Tool Extensions CNC Sensors and Measuring Tools
CNC Sensors and Measuring Tools Positioning Alignment Lasers
Positioning Alignment Lasers Polishing Pads for Angle Grinder
Polishing Pads for Angle Grinder Sanding discs for angle grinders
Sanding discs for angle grinders Angle Grinder Cutting Blades
Angle Grinder Cutting Blades Diamond Core Drill Bits
Diamond Core Drill Bits Grinding Cup Wheels
Grinding Cup Wheels Diamond Profile Wheels
Diamond Profile Wheels Backing Pads
Backing Pads Grinder Dust Guards
Grinder Dust Guards Angle Grinder Accessories
Angle Grinder Accessories Material Handling
Material Handling Lifting Clamps
Lifting Clamps Manual Lifting Suction Cups
Manual Lifting Suction Cups Handling Equipment Parts
Handling Equipment Parts Manzelli Spare Parts
Manzelli Spare Parts Grabo Spare Parts
Grabo Spare Parts Power Tools
Power Tools Grinders
Grinders Rotary Multi Tools
Rotary Multi Tools Power Drills
Power Drills Multi Tools Accessories
Multi Tools Accessories Power Tool Cases
Power Tool Cases Masonry Equipment and Machines
Masonry Equipment and Machines Machinery
Machinery Vacuum cleaners
Vacuum cleaners Electrical Spare Parts
Electrical Spare Parts Water Cooling Pipes
Water Cooling Pipes Personal Protective Equipment
Personal Protective Equipment Packaging
Packaging Floor Pads
Floor Pads Floor Brushes
Floor Brushes Polishing Powder
Polishing Powder Floor Diamond Resin Tools
Floor Diamond Resin Tools Floor Machines
Floor Machines Floor Machine Accessories Spare Parts
Floor Machine Accessories Spare Parts